
[关键词] PLC;循环水处理;层流过滤器;反冲洗
Abstract: This paper has introduced a control system with the mastercontroller of S7-300 PLC to back wash six high-speed laminar flow filters, particular discussed the soft hardware structure of the electric control system and provided a new control method for laminar flow filter of industrial water conditioning system.
Keyword: programmable logic control(PLC),treatment of circulating water,laminar flow filter,back washing
前言
我国目前严重缺水,节约用水成为最热门的话题。于是一些用水量大的企业面临着严重的考验,例如,钢铁厂,洗煤厂等企业,采用循环供水系统就显得尤为重要。高速层流过滤器是现代工业水处理的主要装置之一,非常适应于钢铁企业中净化处理轧钢、连铸等设备的浊水(含有氧化铁皮及油质)以及洗煤行业的循环水系统中的旁滤处理。为此,我们与唐山钢铁集团公司–热轧薄板厂共同开发研制了一套针对热轧薄板循环水处理系统的6台层流过滤器的反洗控制。
1.系统的构成
层流过滤器是对热轧薄板或洗煤厂循环水的整个工作流程中进行过滤处理的主要部件,在过滤器内部填装各种滤料,例如:白煤、黄沙、活性炭等组成粗滤、细滤等的物理和化学滤层,从而达到使出水洁净的目的。由于在热轧薄板或洗煤厂的循环水中会含有大量的氧化铁皮、油质、煤粉等各种杂质,在其循环水的处理系统中的层流过滤器就极易发生堵塞,因此,在使用一段时间后就要对层流各过滤器进行反冲洗(水、气混合),将水中的杂质去除以保证循环水出水的洁净流畅和过滤器的正常工作,提高过滤器使用寿命。
1.1 层流过滤器的设备组成及其功能
我们所研发的该套层流过滤器反洗控制系统,控制6台层流过滤器,每台层流过滤器配置有6个电动阀门,分别控制原水进水、净水出水、反洗排水、反洗进水、反洗进气、反洗出气等管路的开闭,以满足工艺流程的要求;为充分提高设备的利用率,6台层流过滤器共用2台鼓风机和2台水泵,作为反洗的进气源和进水源,为保证整个反洗系统的正常运行,2台鼓风机和2台水泵互为备份,即2台鼓风机和2台水泵分别开1备1。正常时反洗系统启动1台鼓风机和1台水泵作为系统的气源和水源,当1台鼓风机或水泵发生故障时,另一台自动投入运行,以保证反洗系统的可靠运行。每台鼓风机、水泵各配置1个电动出口阀门作其管路出口的控制。
1.2 层流反洗电气系统的工作原理及其工艺流程
鼓风机的电机容量为380v/132Kw,因其功率较大,为减小其启动电流对电网造成的冲击,故采用软启动器启动。软启动器的控制信号为:输入——- 手/自动,急停,启动/停止;输出——-旁路,故障。鼓风机的出口阀门电机功率为380v/1.1 Kw,开闭限位各1个(无源接点);反洗水泵的电机容量为380v/75Kw,考虑其功率不大,采用直接启动方式启动,其控制信号为:输入——-手/自动,急停,启动/停止;输出——-故障。水泵的出口阀门电机功率为380v/1.1 Kw,开闭限位各1个(无源接点)。
图1为单台层流过滤器示意图,其控制内容如下:
1)原水进水阀门V1:阀门电机1台(380v/1.1 Kw),开闭限位各1个。
2)净水出水阀门V2:阀门电机1台(380v/1.1 Kw),开闭限位各1个。
3)反洗排水阀门V3:阀门电机1台(380v/1.1 Kw),开闭限位各1个。
4)反洗进水阀门V4:阀门电机1台(380v/1.1 Kw),开闭限位各1个。
5)反洗进气阀门V5:阀门电机1台(380v/1.1 Kw),开闭限位各1个。
6)反洗出气阀门V6:阀门电机1台(380v/1.1 Kw),开闭限位各1个。
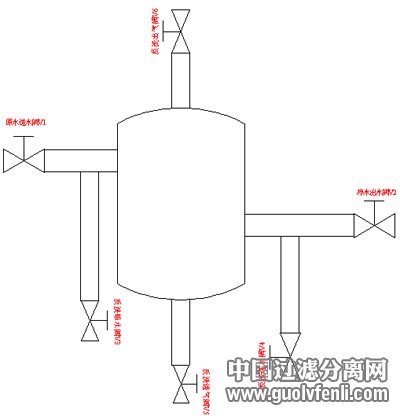
图1 层流过滤器设备示意图
上位机由组态软件(WINCC)控制管理,下位控制由SIEMENS-PLC,S7-300-314控制操作。
2.控制系统的说明
2.1 系统的控制方式
根据用户和现场的控制要求,系统操作方式有3种:
1)自动方式,在组态画面上进行监控;
2)半自动方式,在组态画面上对某个设备单独进行操作;
3)手动方式,由设置在现场的手动机旁箱控制操作,其控制级别最高。(手动操作箱设置在现场利于观察操作的地方)6台层流过滤器每台都可单独手动操作,在某1台处于手动状态时,该台设备被切除自动循环状态,其它处于自动状态的层流过滤器仍按自动方式运行。
各阀门电机因其功率较小,故其线路的控制形式为:空气开关(带热脱扣和短路保护)、接触器、阀门电机(其中空气开关的热脱扣作为阀门电机的过载保护)。
2.2 系统的硬件组成
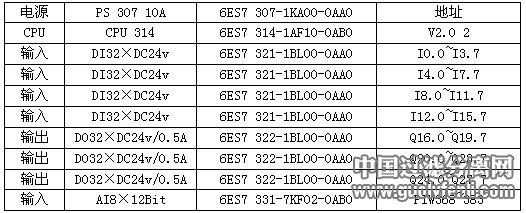
本控制系统用1台西门子PLC控制6台层流过滤器,同时应用模拟输入输出模块控制温度和压力,其型号采用:主控制器部分采用S7-300系列的 314CPU,外带一定的输入输出模块,包括24点AI、8点AO、64点DI和40点DO;PLC编程软件采用SIEMATIC Step7;监控软件采用WINCC可视化监控软件组态生成;上位机和PLC之间通过Siemens编程通讯电缆连接。 所用西门子PLC的硬件组态为:
表1
2.3 控制系统的软件设计
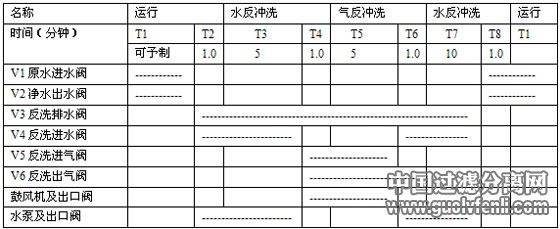
依据层流过滤器反洗工艺要求,设计为:6台层流过滤器轮流反洗,反洗周期12小时。单台反洗时间约为24分钟。单台过滤器的控制流程如下表所示:
表2
3.组态软件的控制说明
本控制系统采用了WINCC组态软件编制了上位机管理画面,模拟了现场生产流程。WINCC经CP5611通讯卡与S7-300-PLC通讯,将 PLC的过程变量的数值范围线性地影射到WINCC的变量定义范围,WINCC通过发送一个请求信号向PLC请求数据;在此采用周期性读取通讯数据方式,即WINCC在PLC上登记读请求,PLC在相应的周期内对其进行通讯处理。控制画面如图2,3所示:
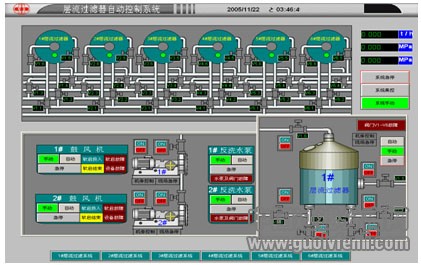
图2 层流过滤器自控总图(层流1#~6#)
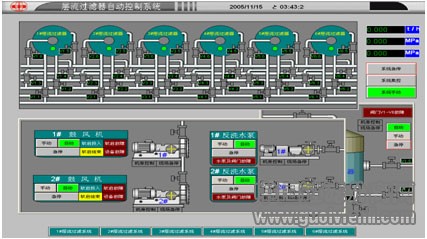
图3 层流过滤器自控总图(风机/水泵)
主画面中包括3个子画面,子画面可以互相覆盖,可由操作者用鼠标点击切换或者键盘控制切换。当鼠标点击画面按钮时,该按钮变色,作为组态系统已响应的指示。现场的限位开关、故障等信号的状态,通过相应的画面组件颜色闪烁来提示操作者。通过这些画面,可以实时的监测现场设备的工作状态,而且能方便的对现场设备进行控制。
总结:
本控制系统自投入运行已有半年时间,其运行状态良好,充分满足了该厂热轧薄板生产线的循环水处理系统的工艺要求,相比该厂其它形式的层流过滤设备,本控制系统在反洗过程中不仅达到了节水、节电,还大大缩短了层流过滤器的反洗时间,为该厂带来了可观的经济效益。
本文作者创新点:
本控制系统虽然控制6台层流过滤器,但每台层流过滤器工艺流程是一样的,故可将其软硬件做成模块化,经组合后控制层流过滤器的台数也就可以任意组合了。也可以通过对各个阀门、风机、水泵的开闭时间做相应的调整,就能满足不同的反洗工艺要求,从而使本控制系统具有一定的通用性。在目前的相关行业设备中,我们设计的这套控制系统有一定的典型性和先进性,具有推广的价值。
参考文献:
[1] 西门子公司.S7-300可编程序控制器模板说明.2005
[2] 西门子公司.S7-300可编程序控制器硬件与安装手册.2005
[3] 西门子公司.NETPRO网络配置手册.2004
[4] 宋宏伟.甄然.加油站中央控制系统的设计与实现.微计算机信息.2006.6.1.106~107
 加利利.上海加利利阀门.加利利阀门.上海加利利
加利利.上海加利利阀门.加利利阀门.上海加利利 匠奇
匠奇 固安宇晨滤清器厂
固安宇晨滤清器厂 深圳威马森过滤技术有限公司
深圳威马森过滤技术有限公司 固安县顺峰滤清器厂
固安县顺峰滤清器厂 江苏阜升环保滤袋有限公司
江苏阜升环保滤袋有限公司 天津市鑫东水处理设备有限公司
天津市鑫东水处理设备有限公司 深圳市创生源
深圳市创生源 东莞龙田过滤设备
东莞龙田过滤设备 PR4362Q派克滤清器
PR4362Q派克滤清器 空压机滤芯 液压油滤芯 替代PALL油滤 颇尔滤芯
空压机滤芯 液压油滤芯 替代PALL油滤 颇尔滤芯 销售ZW100-100-15变频补水自吸泵
销售ZW100-100-15变频补水自吸泵 奥凯环境供应拒水防油滤袋防糊袋除尘袋拒水防油除尘布袋
奥凯环境供应拒水防油滤袋防糊袋除尘袋拒水防油除尘布袋 开关触电润滑脂,灭弧油膏
开关触电润滑脂,灭弧油膏 供应920130.009卡尔玛DCE70-6透气滤芯
供应920130.009卡尔玛DCE70-6透气滤芯 烧结滤片
烧结滤片 MZBB薄饼式过滤器
MZBB薄饼式过滤器 求购二手污水处理设备二手过滤机qkwjn
求购二手污水处理设备二手过滤机qkwjn 求购二手味精厂设备.过滤机
求购二手味精厂设备.过滤机 高低温试验箱【精密仪器,雅士林制造】
高低温试验箱【精密仪器,雅士林制造】 北京天津河北山东氙灯耐气候试验箱【北京雅士林】
北京天津河北山东氙灯耐气候试验箱【北京雅士林】 成都怡尚科技四川传递窗,风淋室,过滤器,净化工程供应
成都怡尚科技四川传递窗,风淋室,过滤器,净化工程供应 建通牌软式透水过滤性能强,工程材料专家极力推荐使用
建通牌软式透水过滤性能强,工程材料专家极力推荐使用 广西碳化硅柴油颗粒过滤器cbEtc
广西碳化硅柴油颗粒过滤器cbEtc 东莞过滤器封盒机,滤芯器封盒机,优质半自动封盒机,专业,品牌!
东莞过滤器封盒机,滤芯器封盒机,优质半自动封盒机,专业,品牌!






