
1.概述
采用集成膜技术处理电镀综合废水,实现水在线回用、清洁生产,以美国通用公司OEM生产汽车轮毂企业上海某电镀厂项目为案例,该项目日处理废水量为480M3,要求零排放设计,实现循环水85%利用,处理后水质要求理化指标与上海自来水标准相同。处理工艺主体完全采用当今世界先进的膜分离技术,利用OSMONICS一种具有半透性能的高分子合成膜材料,在外压趋动力作用下实现废水溶液中某些组分选择性透过的分离技术。膜材质选型为芳香族聚酰胺,可脱除污水中的有机物、细菌、病毒、盐类等物质,操作压力为0.4-1.0MPa。利用这种新技术、新设备的净化装置其性能优良、经济适用、效果突出、节省投资,运行成本低廉,占地面积小,在污水深度净化处理中实现开电镀综合废水处理循环利用先河。
电镀废水主要包括电镀工艺的前处理废水、镀层漂洗废水、后处理废水、废镀液以及设备冲洗废水、刷洗地坪和极板废水以及由于操作或管理疏漏而引起的跑冒滴漏产生的废水,还有:在废水传统的化学处理过程中导致的二次污染等。
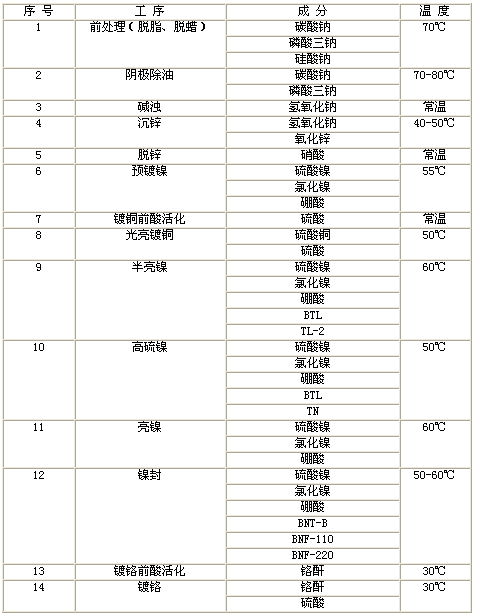
电镀表面处理工艺过程,常用的镀种有镀镍、镀铜、镀铬、镀锌等。电镀工艺根据不同镀种分类,在镀件生产过程中,除油、酸洗和电镀等所产生的镀件清洗、镀液过滤、废液、渗漏及地面冲洗等,废水中污染物的浓度不尽相同,其中电镀前处理工序的除油、除锈、活化等过程产生的大量的化学药剂、重金属离子和有机添加剂而形成的酸碱废水总量占50%以上。
废水处理的目的是将废水中的有害物质加以分离,或使有害物质改性变成无害物。电镀废水的处理方法大体可分为物理法、物化法和生化处理法。物理处理法主要是去除或回收废水中较大颗粒的悬浮物和油类等,包括自然沉淀、浮选、过滤、离心、蒸发等;物化法主要是去除或回收废水中的细小悬浮物、胶体和溶解物质,或者将有毒物质改性转化为无毒物质,包括混凝沉淀、中和、氧化还原、萃取、吸附、离子交换、反渗透、电渗析等;生化处理法主要是通过生物作用将废水中胶体的和溶解的有机物分解破坏而加以分离去除。
以集成膜技术处理电镀废水就是以筛分为机理按电镀废水的特性分级分段或多级多段处理。集成膜过程是进几年来在膜分离技术的发展中的又一项新技术,即:将几种膜分离过程联合起来,或将膜分离与其它分离方法结合起来,将它们各自用在最适合的条件下,发挥其最大的效率。随着集成膜分离技术的不断发展和完善,膜分离技术在工业生产领域中将发挥更大的作用。
2.项目来源与背景
上海闵行某电镀有限公司是美国通用公司、福特、戴姆勒-克莱斯勒三大汽车制造公司的整车轮毂OEM生产厂。
项目单位概况:厂区占地面积13876平方米,建筑面积6716.7平方米,绿化面积2775.2平方米,绿化率20%。年产电镀轮毂30万只、销售12240万元、利润3000万元。
设计电镀废水总排放量184M3/D,实际电镀废水排放总量768M3/D(其中含有生活区26M3/D生活污水)。
该电镀厂位于上海黄浦江上游准水源保护区、上海世博园区东南隅,新建项目要求不得向准水源排污,实现重金属废水闭路处理与循环水利用。
3.项目设计依据
镀件前处理废水: 15M3/HR;
铜系漂洗废水: 3M3/HR;
镍系漂洗废水: 6M3/HR;
铬系漂洗废水: 3M3/HR;
锌系漂洗废水: 4M3/HR;
含 氰 废 水: 5M3/HR;
跑冒滴漏废水: 12M3/HR(含冲洗水);
电镀生产线总废水量:768M3/D (8×2班次);
电镀原废水水质主要成分
表1
4.系统主体工程设计
(1)设计电镀废水收集槽收集来自电镀生产线的各镀种漂洗废水(含冲洗、跑冒滴漏废水),收集槽废水停留时间8h;
(2)经提升泵进入前置预处理去除悬浮物固体;
(3)初处理废水进入UF分子筛分子系统去除大分子物质及胶体、去除部分COD;
(4)实现NF/RO进水要求时由多级分离增压泵送入离子筛分系统,同时在线调整pH值,使分离后水质指标达到电镀生产工艺用水及漂洗水要求;
(5)系统产水收集备用并提升至高位水箱输送到生产线;
(6)系统设计pH自动加药调整、集成膜分离维护药洗系统;
(7)系统过程控制设PLC自动报警控制系统,在线监测ORP、TDS、pH,确保循环利用水水质标准;
(8)膜分离后少量浓缩液经一步法化学处理,上清液导入原废水池进入系统循环处理,少量残渣取出定期处理(6个月或12个月清理一次)。
5.集成膜系统构成
系统构成(图1):

6.工艺流程及设备配置分析
系统设备配置及运行工况分析:
膜法水处理与传统工艺不同在于,膜处理过程是物理过程,不发生相变、在常温下运行、选择性强、无化学变化、适应性强。克服了传统工艺能耗高、二次污染、占地面积大、自动化控制难和操作繁琐的缺点。
前置预处理系统由DGF/ACF/MF装置组成:前置预处理系统废水来源破氰、镀铬及综合废水,经多介质滤器进入系统处理,使SS基本去除后进一步降低浊度而实现部分重金属吸附去除。多介质过滤有效去除废水中的生物絮体和胶体物质,去除化学絮凝过程产生的铁盐、铝盐、等沉积物,显著降低出水的悬浮物含量和浊度,使出水安全进入下一个系统,以保证UF分子筛分系统的正常运行。活性炭过滤进一步降低出水的BOD、COD值,对重金属、细菌、病毒有很高的去除率。
MF过滤装置:微滤是以静压差为推动力,利用筛网状过滤介质膜的“筛分”作用进行分离的膜过程,其原理与普通过滤相类似,但过滤的微粒在0.03~15μm,因此又称其为精密过滤,是过滤技术的最新发展。在静压差作用下,小于膜孔的粒子通过膜,比膜孔大的粒子则被截留在膜面上,使大小不同的组分得以分离,操作压力为0.7~7Kpa。MF膜的截留作用大体可分为以下几种:
A、机械截留作用 指膜具有截留比它孔径大或孔径相当的微粒等杂质的作用,即筛分作用。
B、物理作用或吸附截留作用 如果过分强调筛分作用就会得不出不符合实际的结论,除了要考虑孔径因素外,还要考虑其他因素的影响,其中包括吸附和电性能的影响。
C、架桥作用 通过电镜可以观测到,在孔的入口处,微粒因为架桥作用也同样可以被截留。
D、网络型膜的网络内部截留作用是将微粒截留在膜的内部,并非截留在膜的表面。
UF分子筛分装置:超滤是介于微滤和纳滤之间的一种膜过程,膜孔径范围为0.05μm(接近MF)至1nm(接近NF),超滤的典型应用是从溶液中分离大分子物质和胶体,所分离的溶质分子量下限为几千Dalton(1Dalton即1Da,1Da=1.66054×10-27kg)。超滤膜对溶质的分离过程主要有:
A、在膜表面及微孔内吸附;
B、在孔中停留而被去除;
C、在膜面的机械截留。
超滤对于水中悬浮物、固体、胶体、大分子、细菌有较高的去除率,对BOD和COD有部分的去除率。超滤膜可通过定期反洗和化学清洗,保持长期使用。
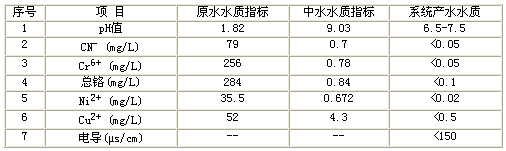
NF(RO)离子筛分装置:RO系统原理:在浓液的一边加上比自然渗透压更高的压力,扭转自然渗透方向,把浓溶液中的溶剂(水)压到半透膜的另一边稀溶液中,这是和自然渗透过程相反的。这种现象表明,当对盐水一侧施加的压力超过水的渗透压时,可以利用半透膜装置从盐水中获得淡水。反渗透对于水中溶质、盐(悬浮物、大分子、离子、二价和多价阳离子盐)有很高的脱除率。采用进口超低压膜进行除盐,脱盐率可达到99.5%以上,使产水电导率下降到200μs/cm以下。
PLC在线控制系统及相关辅助设备:RO系统的控制(集中控制)方式采用手动控制(按钮操作)和全自动控制(PLC 运行)方式两种。在全自动控制方式无故障情况下不采用手动控制方式,确保反渗透系统正常运行,避免在操作失误的情况下造成不必要损失。
RO控制系统采用模拟屏显示,各种运行参数、状态及水质情况直观明了;整套控制系统配有在线ORP/TDS/pH监测仪、高压泵低压保护装置、在线压力传感器、水箱液位传感器、在线温度传感器、在线流量传感器等全套在线仪表,确保各种运行参数都能在模拟显示屏上反应出来。同时具有运行状态及故障报警远传功能。系统运行工况受进水及预处理水箱的液位自动控制,高位运行,低位停止。
系统处理后水质情况
表2
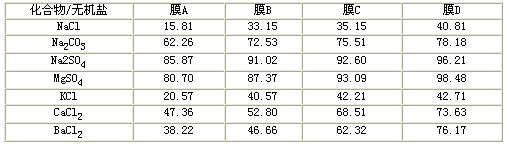
膜对不同价离子的截留性能
表3
7.经济效益分析
设计每天电镀综合废水进水处理量:Q进=768m 3/d;
即: 768 m/d 3×75%=576m3/d;
设计每天系统产水回用量(75%): Q出=576m3/d ;(不含系统回流)
回用水按自来水单价2.5元/ m3计算
即:576 m3 ×2.5元=1440元/d;
年直接水回用量:576m3/d×300天=172,800m3/a;
年直接回用水产生效益:172,800m3/a×2.5=432,000元/a;
年节约排污费用:排污费按3.0元/m3计算
即:768m3/d×3.0元/m3 ×300天=691,200元/a;
运行费用: 以处理量 768m3/d计,耗电45kw/h,按0.5元/kw·h计
即: 45kw/h×0.5元×16h=360元/d ;
则年用电费用:360元×300=108000元/年;
材料损耗费用:
更换UF/RO膜元件,设膜寿命三年,整套设备需配膜组件108支,单支膜平均单价按2,500元/支计
即:2,500元×108=270,000元(平均每三年间歇更换一次);
则每年损耗费为: 270,000元÷3=90,000元/a;
电镀废水回用工程实际创造效益:
年节水:140,400m3/a;
年节水产生效益:432,000元/a;
年节约排污费用:691,200元
年水回用直接效益+节约补给水效益+节约排污费-(用电费用+材料费用)
即:( 432,000+691,200元)/年
–(108000元+90,000元)/年=925,200元/年
则:年实现效益925,200元。
工程及设备总投资2,500,000万元(人民币)
工程投资回收期
2,500,000万元÷925,200元/年≈3年
即:不到三年收回投资 。
结论
采用集成膜分离技术处理电镀废水,根据上海、惠州、厦门、湖州、江阴等几家电镀企业的工程实例的运行结果,技术可行、工程设计方案愈来愈科学合理。本文着重工程技术应用领域的电镀废水处理与再利用,它还涉及到电镀漂洗水在线浓缩回收贵重金属。以膜分离技术为核心的废水处理工程,是必先解决废水处理系统问题;是必先解决膜分离系统进水pH、SS、SDI、游离氯等诸多问题;是必先考虑过滤分离介质技术选型要求。总而言之,集成膜技术首要问题是如何解决工艺技术组合和设备选型配套等问题,因此,经改良的多介质电镀废水前置预处理器与膜分离后浓缩水的一体化处理技术相结合,可以大大消减污泥量。不仅仅只能处理电镀废水,同样可以在其它工业领域广泛应用,在城市污水深度处理中应用。
 加利利.上海加利利阀门.加利利阀门.上海加利利
加利利.上海加利利阀门.加利利阀门.上海加利利 匠奇
匠奇 固安宇晨滤清器厂
固安宇晨滤清器厂 深圳威马森过滤技术有限公司
深圳威马森过滤技术有限公司 固安县顺峰滤清器厂
固安县顺峰滤清器厂 江苏阜升环保滤袋有限公司
江苏阜升环保滤袋有限公司 天津市鑫东水处理设备有限公司
天津市鑫东水处理设备有限公司 深圳市创生源
深圳市创生源 东莞龙田过滤设备
东莞龙田过滤设备 氟化物选择吸附树脂 Tulsion® CH-87
氟化物选择吸附树脂 Tulsion® CH-87 厂家 销售 颇尔PALL液压 HC8304FKW20H油滤芯
厂家 销售 颇尔PALL液压 HC8304FKW20H油滤芯 MZBB薄饼式过滤器 高精度过滤器 新乡明珠过滤
MZBB薄饼式过滤器 高精度过滤器 新乡明珠过滤 江苏无锡不锈钢304 409汽车上用排气管 冲孔网管
江苏无锡不锈钢304 409汽车上用排气管 冲孔网管 现货MP FILTRI过滤器MPH25037DSAG1
现货MP FILTRI过滤器MPH25037DSAG1 Z945X铸铁电动暗杆软密封闸阀
Z945X铸铁电动暗杆软密封闸阀 172.51002油气分离器芯
172.51002油气分离器芯 山东路通LB沥青混凝土搅拌站布袋滤袋
山东路通LB沥青混凝土搅拌站布袋滤袋 高价求购二手200平方冬化过滤机32347
高价求购二手200平方冬化过滤机32347 久骥过滤器封盒机,滤芯器封盒机,优质半自动封盒机专业品牌,值得信赖!XDKym
久骥过滤器封盒机,滤芯器封盒机,优质半自动封盒机专业品牌,值得信赖!XDKym 过滤土工布透水土工布蚌埠土工布价格土工布销售uqW
过滤土工布透水土工布蚌埠土工布价格土工布销售uqW 求购二手味精厂设备.过滤机DLqpv
求购二手味精厂设备.过滤机DLqpv 久骥过滤器封盒机,滤芯器封盒机,半自动封盒机专业品牌,值得信赖!fDJtd
久骥过滤器封盒机,滤芯器封盒机,半自动封盒机专业品牌,值得信赖!fDJtd 求购健宜多功能制水机,完善的前置过滤器,全国独创五套电解功率。
求购健宜多功能制水机,完善的前置过滤器,全国独创五套电解功率。 高价求购二手200平方冬化过滤机
高价求购二手200平方冬化过滤机 求购二手味精厂设备.过滤机
求购二手味精厂设备.过滤机






