
玻纤性能优异,应用广泛。玻璃纤维是一种综合性能优异的无机非金属材料,以叶腊石、 高岭土、石灰石、石英砂等矿物原料按一定配比混合后经高温熔制等工艺制造而成。通常作为复合材料增强基材、电绝缘材料、耐热绝热材料、光导材料、耐蚀材料和过滤材料等, 广泛用于多个产业领域,是国家重点鼓励发展的新材料之一。
玻璃纤维制品根据制造方式可分为无纺制品和织物两大类。玻璃纤维无纺制品是由短切或 不短切的连续玻璃纤维原丝定向或不定向地结合在一起的平面结构材料。根据性能要求不同,常用的纤维有连续玻璃纤维原丝、定长纤维或短切纤维,结合方式有机械粘结、化学 粘结、缝合。玻璃纤维织物是以连续玻璃纤维或定长玻璃纤维为基材制成的纺织制品的通 称。两种产品在使用领域方面并无较大差异,在具体应用中,玻纤织物克重更高,强度更 大,一般在高强力需求的产品上,玻纤织物占据主要需求,如风电叶片;而玻纤毡克重更 低,一般作为表面处理使用,也可以起到辅助增强的作用。此外,玻纤织物和玻纤毡也可 结合使用。
玻璃纤维及制品、玻璃纤维复合材料都是中间工业产品,玻璃纤维及制品产业链涵盖了玻璃纤维及制品制造、复合材料制造两个产业领域,玻璃纤维粗纱可直接用于复合材料生产, 也可以先加工成玻璃纤维无纺制品或者织物,经过手工基层、注射、模压等成型方法与树 脂材料复合形成玻璃纤维增强复合材料产品,再应用于各下游领域。
工信部7月份发布《玻璃纤维行业规范条件》,《规范条件》从建设布局、工艺技术与装备、产品质量与技术创新、环境保护、能源消耗、安全生产、职业卫生和社会责任、监督管理等方面对玻璃纤维行业进行了规范。
自2020年10月1日,将玻纤粗砂及制品销售价格上调10%。中国巨石总经理张毓强认为,玻纤价格从6月份开始止跌企稳,8月份开始回弹,9月份涨价的条件已经具备了。未来两年,新一轮稳定增长的窗口开始打开。
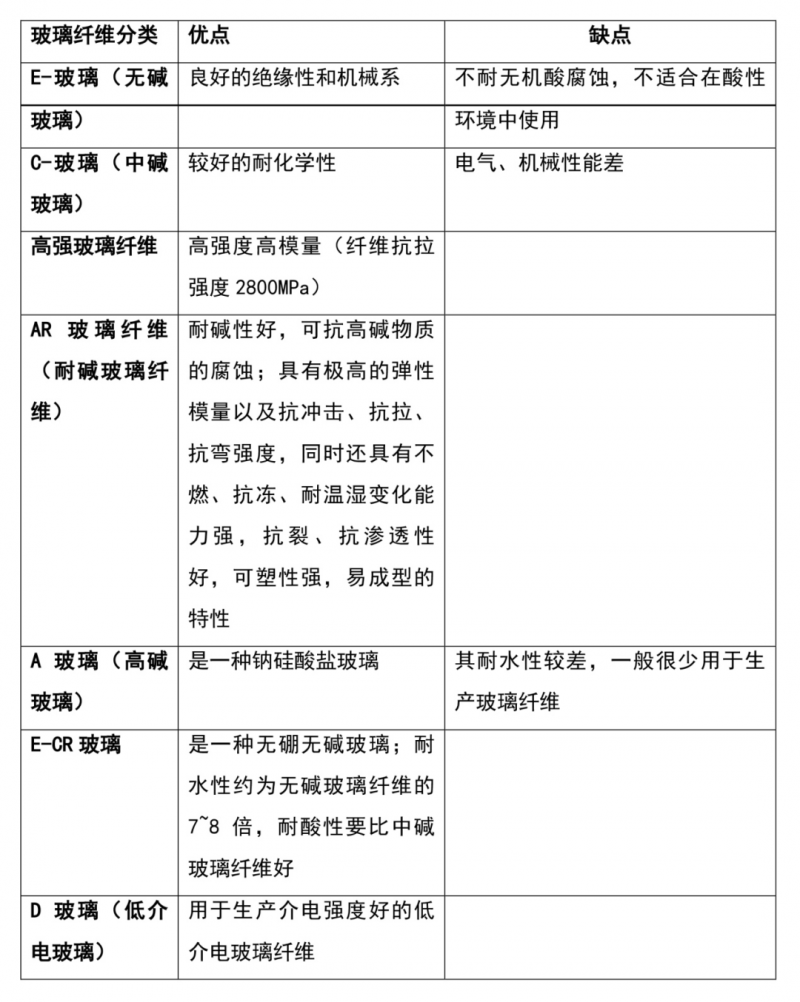
☆ 玻璃纤维的分类
玻璃纤维制品根据制造方式可分为无纺制品和织物两大类。玻璃纤维无纺制品是由短切或不短切的连续玻璃纤维原丝定向或不定向地结合在一起的平面结构材料。根据性能要求不同,常用的纤维有连续玻璃纤维原丝、定长纤维或短切纤维,结合方式有机械粘结、化学粘结、缝合。玻璃纤维织物是以连续玻璃纤维或定长玻璃纤维为基材制成的纺织制品的通称。两种产品在使用领域方面并无较大差异,在具体应用中,玻纤织物克重更高,强度更大,一般在高强力需求的产品上,玻纤织物占据主要需求,如风电叶片;而玻纤毡克重更低,一般作为表面处理使用,也可以起到辅助增强的作用。此外,玻纤织物和玻纤毡也可结合使用。
玻璃纤维及制品、玻璃纤维复合材料都是中间工业产品,玻璃纤维及制品产业链涵盖了玻璃纤维及制品制造、复合材料制造两个产业领域,玻璃纤维粗纱可直接用于复合材料生产,也可以先加工成玻璃纤维无纺制品或者织物,经过手工基层、注射、模压等成型方法与树脂材料复合形成玻璃纤维增强复合材料产品,再应用于各下游领域。
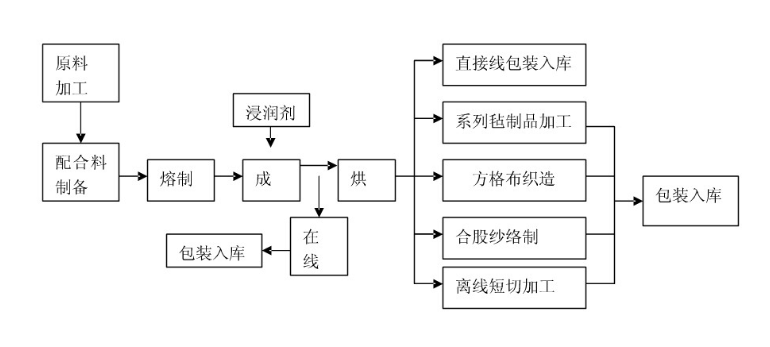
玻璃纤维生产工艺流程图
一、原料加工
玻璃纤维的生产离不开非金属矿的参与,主要以叶腊石、石英砂、石灰石、白云石、硼钙石、硼镁石六种矿石为原材料。据全国矿产资源储量汇总表(国土资源部2016年5月),截止2015年底,全国叶腊石矿石查明资源量9998.97万吨,主要分布在福建、浙江、江西三省。而石英砂资源及生产企业更是不言而喻,我国的湖北蕲春、江苏东海、安徽凤阳是石英砂加工及应用的重要阵地。石灰石、白云石、硼钙石、硼镁石等矿石资源丰富。
选择原料要注意哪些问题?
1、原料粉体的均化
粉体的均化可由多种形式来进行,常用的方法有三种:①机械均化②重力均化③气力均化。
2、原料粉体需要控制以下几个要素:
①均匀度;②化学成分;③含水率
二、配合料制备
1、配料工艺流程
E玻璃粉料特点是干燥的微粉,流动性好,在配制上要求全密封运行,防止粉尘飞扬。物料输送采用气力系统;称量采用电子称;混合多数采用气力混合混合输送设备。物料的输送、称量、混合、直至发送到窑头仓可连续、自动完成。配料生产工艺主要由上料、称量和混合、输送三部分组成。
2、主要配料主设备
①气力发送罐(单仓泵);②螺旋给料机;③气力混合罐;④双向分配器;⑤电子称。
此外,配合料制备还有质量检测内容(均匀性能检测、COD值控制)、配合料控制系统等问题。
三、玻璃纤维的熔制
玻璃纤维的熔制过程是指配合料在高温下经过硅酸盐反应、熔融再转化成均质玻璃液的过程。
熔融是指配合料反应后固相相融的过程;澄清是指从熔融的玻璃中排除气泡的过程;而均化是指把线道、条纹以及节瘤等缺陷减少到容许程度的过程,也是把玻璃的化学成分均化的过程。这些过程是分阶段交叉进行的。
四、玻璃纤维的浸润剂
在玻璃纤维拉丝过程中,需要在玻璃纤维表面涂覆一种以有机物乳状液或溶液为主体的多相结构的专用表面处理剂。
作用:有效润滑玻璃纤维表面;将百根乃至数千根玻璃纤维单丝集成一束;改善玻璃纤维的表面状态;提供进一步加工和应用所需特性;使玻璃纤维获得与基材有良好相容性及界面化学吸附性能。
1、浸润剂的分类
增强型浸润剂、纺织型浸润剂、增强纺织型浸润剂
2、浸润剂的组分
浸润剂是多种有机物和无机物混合而成的体系,从外观看,可以是深液、乳状液、触变型胶体或膏体。因其作用和性能多样,其组分相当复杂。其配方包含的主要组分和辅助组分如下:
主要组分为:①偶联剂;②成膜剂;③润滑剂;④抗静电剂
辅助组分为:①润湿剂;②pH值调节剂;③增塑剂;④交联剂;⑤防腐剂或杀菌剂;⑥消泡剂;⑦颜料
五、玻璃纤维的成型
高温粘性的玻璃液呈滴状从漏嘴流出后,被下面的拉丝机以一定的恒定速度牵伸并固化成一定直径的连续玻璃纤维。在漏嘴出口下部,由于玻璃液的表面张力和牵伸力的平衡,形成一个形状如新月形的直径渐渐变细的部分,叫做丝根。由漏嘴出口直到最终直径不变的纤维,这段距离叫纤维成型线。包含这段纤维成型线的区间叫纤维成型区。在漏嘴出口到拉丝机上纤维卷取点的距离叫拉丝作业线,这段距离视工艺要求可以人为地规定得长些或短些。
六、原丝烘干
为了减轻纤维与集束器和排线器等的接触摩擦,并保护纤维的原形以及赋予纤维某些特殊性能,在拉制成型过程中必须对纤维外表面通过涂油辊或槽轮涂覆浸润剂。这种浸润剂可分淀粉型和增强型两大类,前者用于纺织砂,后者用于增强型制品。他们通常都是水乳液。该液除了润滑、粘结等主要组分外,其余80%以上是水。一般一个原丝饼所含的水分大约是其总重量的8%~14%。这些水分对后道加工工序和制品有不利影响,因此必须除掉。
对非增强型普通玻纤原丝,原丝含水量允许大一点,而且原丝从拉丝、退并、整经、织造等多种工序经过的时间较长,所以只需要通过自然干燥就可满足生产工艺和制品的要求,具体的做法是将原丝挂在小车上,放在常温室内1~2天让其自然干燥。原丝也可以在退并时用热风(30~40℃)吹烘。
对增强型玻纤原丝含水量必须控制在一定的范围,一般含水率在0.1%左右,有的达0.07%以下。用自然干燥难以实现上述要求,这就必须采用专用的烘干设备给予人工干燥。
1、增强型玻纤原丝的烘干目的主要有两个:
①去除原丝丝饼内的水分,使其含水率达到规定的指标;②浸润剂中粘结剂经过加热熔融后,转为聚合、交联、成膜,使原丝性能得到改善。
2、原丝烘干过程
玻纤原丝线在烘干炉内的烘干过程大致可分为两个阶段:
(1)预热:预热温度设定为105~120℃,预热时间1.5~3h。
(2)烘干:烘干温度、时间由各类增强性玻纤原丝和其相应的浸润剂要求而定。烘干温度在120~135℃范围,烘干时间在8~18h。
3、影响玻璃纤维原丝烘干的因素有:
温度、风量、相对湿度、原丝丝饼厚度及其排列、浸润剂、原丝Tex、烘干方式
4、烘干炉种类
(1)间歇炉;(2)蒸汽隧道炉;(3)微波隧道炉
5、烘干炉的组成
(1)热源部分;(2)炉体结构;(3)热风循环系统;(4)温度控制系统;(5)排气系统;(6)大型隧道式烘干炉还有传动装置
☆ 玻璃纤维生产工艺
☆ 玻璃纤维产品的前景预测
近年来,我国玻璃纤维制席出口占比不断提升。根据海关总署,19 年我国玻璃纤维织物/ 制席(毡类)出口数量分别为 22.21/13.33 万吨,同比增长 11%/22%,占我国全部玻纤及 制品出口量的比重约 14.4%/8.7%。从近年来的变化趋势来看,织物出口占比基本保持稳 定,而制席占比在逐年提升,19 年相较 15 年已提升 3.7pct,反映了我国制席在国际市场 上的产品竞争力在不断增强。我们认为未来随着我国生产工艺的不断成熟以及产能的扩张, 预计我国玻纤制品的出口占玻纤纱及制品整体的比重仍会持续提升。

 加利利.上海加利利阀门.加利利阀门.上海加利利
加利利.上海加利利阀门.加利利阀门.上海加利利 匠奇
匠奇 固安宇晨滤清器厂
固安宇晨滤清器厂 深圳威马森过滤技术有限公司
深圳威马森过滤技术有限公司 固安县顺峰滤清器厂
固安县顺峰滤清器厂 江苏阜升环保滤袋有限公司
江苏阜升环保滤袋有限公司 天津市鑫东水处理设备有限公司
天津市鑫东水处理设备有限公司 深圳市创生源
深圳市创生源 东莞龙田过滤设备
东莞龙田过滤设备 150WQ180-30-30WQ制造商
150WQ180-30-30WQ制造商 RF-60x10L-Y/C直回式回油过滤器
RF-60x10L-Y/C直回式回油过滤器 不锈钢滤袋式过滤器
不锈钢滤袋式过滤器 大连滨特尔滤芯生产设计
大连滨特尔滤芯生产设计 盘龙优质石英砂
盘龙优质石英砂 钛粉末烧结滤板
钛粉末烧结滤板 广州UV机滤网 UV机臭氧滤网 臭氧过滤网 工业除臭氧过滤网
广州UV机滤网 UV机臭氧滤网 臭氧过滤网 工业除臭氧过滤网 精密高效过滤器活性炭过滤器 活性炭在过滤器中的主要作用
精密高效过滤器活性炭过滤器 活性炭在过滤器中的主要作用 {树脂过滤袋西安} 涂装过滤袋/ 过滤袋陕西 过滤袋西安环保设备
{树脂过滤袋西安} 涂装过滤袋/ 过滤袋陕西 过滤袋西安环保设备 求购二手味精厂设备.过滤机
求购二手味精厂设备.过滤机 成都怡尚科技四川传递窗,风淋室,过滤器,净化工程供应SsZTB
成都怡尚科技四川传递窗,风淋室,过滤器,净化工程供应SsZTB 北京树脂过滤袋 北京涂装过滤袋 热熔过滤袋北京 过滤袋北京环保设备
北京树脂过滤袋 北京涂装过滤袋 热熔过滤袋北京 过滤袋北京环保设备 不锈钢袋式过滤机生产加盟QMmHd
不锈钢袋式过滤机生产加盟QMmHd 二手污水处理设备卧式螺旋沉降离心机.过滤机
二手污水处理设备卧式螺旋沉降离心机.过滤机 求购回收味精设备.过滤机GLBLB
求购回收味精设备.过滤机GLBLB 求购二手污水处理设备二手过滤机Pyqwk
求购二手污水处理设备二手过滤机Pyqwk






