
关键词:磷化废水;电镀废水;曝气氧化;絮凝
磷化和电镀作为重要的防腐蚀防锈预处理工艺,是多个工业领域不可缺少的重要加工过程,例如电子、仪表、车辆、电器等行业。但是磷化和电镀工艺在使用过程中产生的废水,不仅含有大量的各类高分子树脂、表面活性剂、有机溶剂、乳化油等有机污染物,而且含有磷酸盐、氰化物、酸、碱以及六价铬、铜、锌、镍、镉等重金属污染物,这些重金属离子和氰化物有些属于致癌、致畸、致突变的剧毒物质,如不经过处理直接排放会对周围环境及人体产生极大的危害。目前处理这类废水的方法主要有化学法、电解法、反渗透法、电渗析法、活性炭法、生物法等。重庆某公司是一家专业从事特种机械、摩托车(含发动机)、汽车及零部件生产的企业,定点生产五十铃N系列、P系列轻型汽车前桥。该公司十七车间主要负责公司产品的表面处理工作。对产品进行磷化和电镀处理,达到生产的需要。十七车间在生产过程中会使用大量强酸、强碱、磷化物、重金属。因此每天都会产生含有多种重金属的废水,造成环境污染和危及周边地区人民的身体健康,必须进行严格的治理。
1、设计水质水量及排放标准
该公司表面处理车间废水水量比较稳定为25m·3h-1,其中电镀废水为10m·3h-1,酸洗磷化废水为15m·3h-1。其设计进水水质和排放标准分别见表1和表2。

2、工艺流程
2.1 原工艺流程
原废水处理工艺流程见图1。
2.2 改造思路
针对原废水处理工艺存在的不足,采取如下的改造措施:(1)调节池增设空气搅拌系统,均匀水质,方便后续加药控制;(2)新建1座沉淀池,降低沉淀池负荷,使其降低到1.5m·3m-2;(3)新建1座曝气氧化池,通过机械供氧将出水中的Fe2+氧化为Fe3+,再经加碱后絮凝沉淀,从而达到去除Fe2+的目的;(4)增加絮凝系统,通过该系统去除铁离子和磷酸盐。 2.3 改造后工艺流程
改造后的处理工艺流程如图2所示。含铬电镀废水经调节池均匀水质后,进入JD-10型电镀废水处理机处理,其出水和经过调节水质后的酸洗磷化废水一同进入JD-25型电镀废水处理机进行处理,处理后的废水进入沉淀池进行固液分离。废水在沉淀池停留2h以后,进入曝气氧化池,停留2.5h,将出水中残余的Fe2+氧化为Fe3+后进入絮凝反应池。在絮凝反应池,投加PAM和石灰乳去除废水中残留的铁离子和磷酸盐。絮凝反应池出水进入二沉池,废水在二沉池停留2h后进入中间水池。中间水池的废水通过过滤泵泵入过滤罐,经过滤后进一步去除悬浮物后进入到中和水池,加酸调整pH后进入清水池达标排放。
过滤罐的水头损失达到一定程度后需要进行反冲洗,反冲洗排水进入曝气氧化池再处理。JD-10、JD-25型电镀废水处理机中的浮渣和污泥,沉淀池、二沉池的污泥一同排入污泥浓缩池,经过浓缩后的污泥进入板框压滤机进行脱水处理,经脱水处理的干污泥送危险废物处理中心处置。
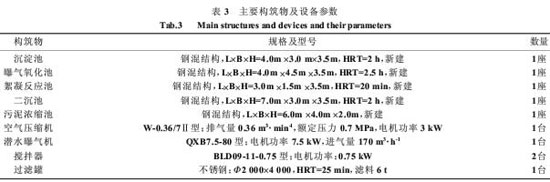
3、主要构筑物及设备参数
污水处理站主要构筑物及设备参数见表3。
工艺改造完成后,连续试运行90d,系统运行良好,出水稳定。检测结果显示,Cr6+、Fe2+、PO43-、Cu2+等主要污染物的去除效果明显,各项指标均达到电镀行业的污染物排放标准(GB21900-2008)要求(见表4)。
5、经济效益
该工程总投资约68.72万元,其中设备投资为34.63万元,土建投资17.68万元,设备安装及其它投资16.41万元;新增废水处理费用0.49元·m-3,其中电费0.24元·m-3,药剂费0.25元·m-3。
6、结论
在基本保留原废水处理工艺的基础上,针对pH、铁离子和磷酸盐超标等问题,通过增加曝气氧化、絮凝沉淀等工艺对原有工艺进行改造。改造完成后,系统运行良好,出水各项指标均达到电镀行业的污染物排放标准(GB21900-2008)要求,实现了达标排放。
 加利利.上海加利利阀门.加利利阀门.上海加利利
加利利.上海加利利阀门.加利利阀门.上海加利利 匠奇
匠奇 固安宇晨滤清器厂
固安宇晨滤清器厂 深圳威马森过滤技术有限公司
深圳威马森过滤技术有限公司 固安县顺峰滤清器厂
固安县顺峰滤清器厂 江苏阜升环保滤袋有限公司
江苏阜升环保滤袋有限公司 天津市鑫东水处理设备有限公司
天津市鑫东水处理设备有限公司 深圳市创生源
深圳市创生源 东莞龙田过滤设备
东莞龙田过滤设备 导布
导布 CDLF42-10立式不锈钢多级水泵
CDLF42-10立式不锈钢多级水泵 {滤片,过滤片,油滤片,滤油片}供应
{滤片,过滤片,油滤片,滤油片}供应 供应艾里逊高效滤芯29510910
供应艾里逊高效滤芯29510910 HC9901FK26H颇尔液压油滤芯
HC9901FK26H颇尔液压油滤芯 微孔金属烧结过滤芯,不锈钢过滤芯,高温合金过滤芯
微孔金属烧结过滤芯,不锈钢过滤芯,高温合金过滤芯 对夹双瓣旋启式止回阀H76H,W
对夹双瓣旋启式止回阀H76H,W Hatz 50426000.1001空滤价格
Hatz 50426000.1001空滤价格 求购贺德克滤芯
求购贺德克滤芯 脱脂棉滤芯沈阳,糖浆过滤芯沈阳,沈阳洗涤液过滤芯
脱脂棉滤芯沈阳,糖浆过滤芯沈阳,沈阳洗涤液过滤芯 大量求购二手压滤机.过滤机czD
大量求购二手压滤机.过滤机czD 求购二手污水处理设备二手过滤机
求购二手污水处理设备二手过滤机 ZN-P紫外线加速耐气候试验机北京雅士林试验设备
ZN-P紫外线加速耐气候试验机北京雅士林试验设备 高价求购二手200平方冬化过滤机
高价求购二手200平方冬化过滤机 广西碳化硅柴油颗粒过滤器cbEtc
广西碳化硅柴油颗粒过滤器cbEtc 产品求购 活性碳过滤器
产品求购 活性碳过滤器






